Dao phay được sử dụng rất nhiều. Bạn có thực sự hiểu cấu tạo của dao phay? Hãy cùng tìm hiểu qua bài viết ngày hôm nay.
1. Các góc hình học chính của dao phay có thể lập chỉ mục
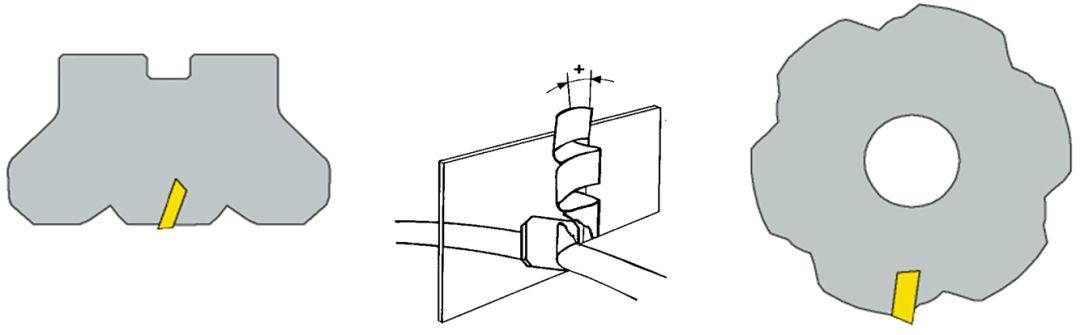
Dao phay có một góc trước và hai góc trước, một góc được gọi là góc trước hướng trục và góc còn lại được gọi là góc cào hướng tâm.
Góc nghiêng hướng tâm γf và góc nghiêng dọc trục γp. Góc trước hướng tâm γf chủ yếu ảnh hưởng đến công suất cắt; góc trước dọc trục γp ảnh hưởng đến sự hình thành phoi và hướng của lực dọc trục. Khi γp là giá trị dương, phoi sẽ bay ra khỏi quá trình gia công. mì.
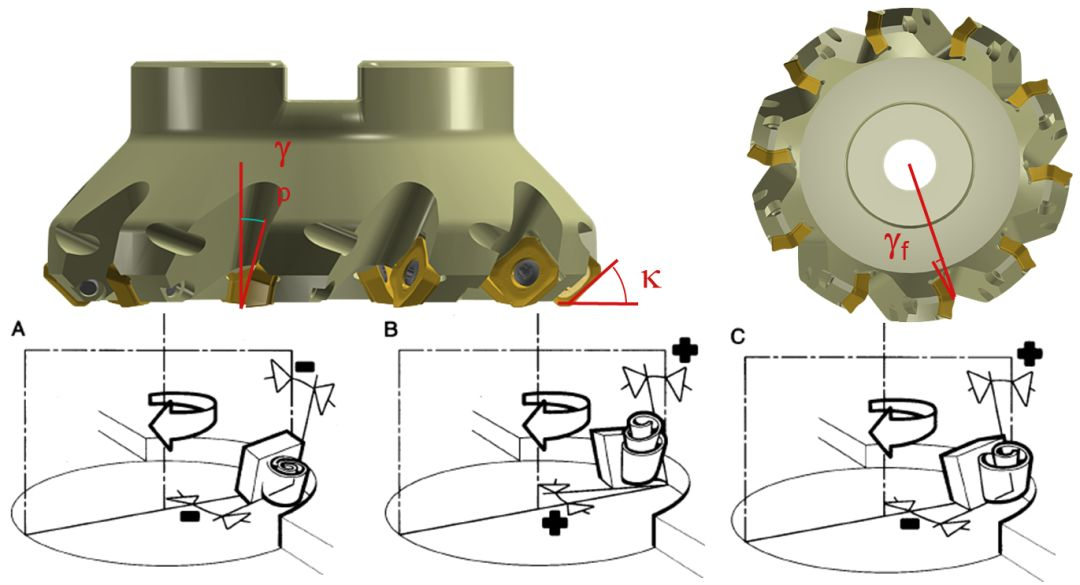
Góc cào (bề mặt tiếp xúc với mặt cào)
Góc trước âm: dùng cho thép, thép hợp kim, thép không gỉ, gang.
Góc cào dương: dùng trong vật liệu có độ nhớt và một số hợp kim nhiệt độ cao.
Góc giữa phía trước: dùng để cắt ren, tạo rãnh, định hình và tạo hình dao.
Sử dụng góc cào âm bất cứ khi nào có thể.
2. Hình học dao phay
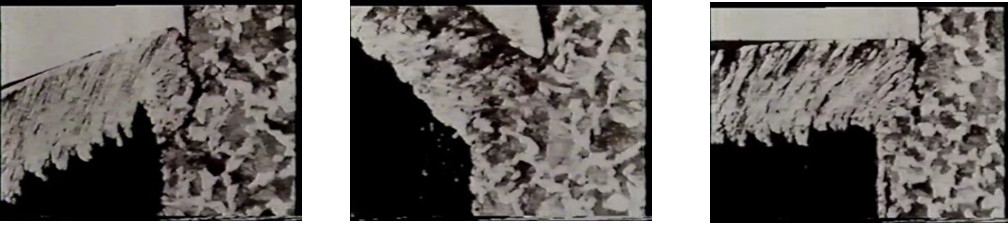
1. góc dương -góc dương
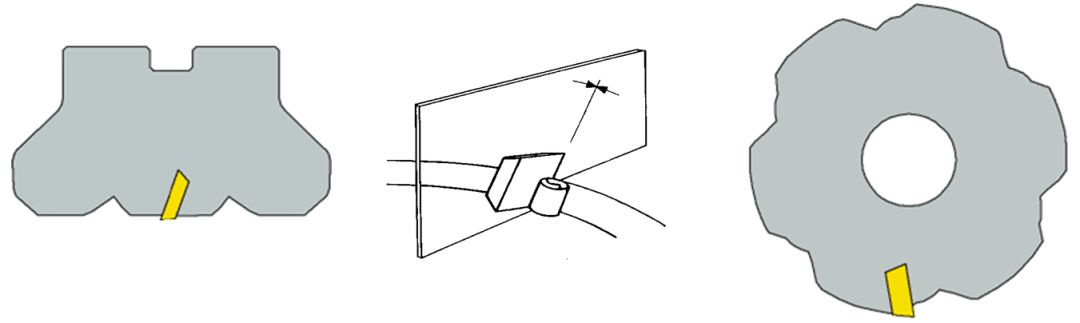
Đường cắt nhẹ và mịn nhưng độ bền của lưỡi cắt kém. Thích hợp để gia công các vật liệu mềm và thép không gỉ, thép chịu nhiệt, thép thông thường và gang, v.v. Hình thức này nên được ưu tiên khi có máy công cụ công suất thấp, hệ thống xử lý không đủ độ cứng và các cạnh tích hợp.
Lợi thế:
+ cắt mịn
+ Thoát phoi êm ái
+ độ nhám bề mặt tốt
Nhược điểm:
- Độ bền cắt
- Không có lợi cho việc cắt tiếp xúc
- Phôi được tách ra khỏi bàn máy
2. Góc âm – Góc âm
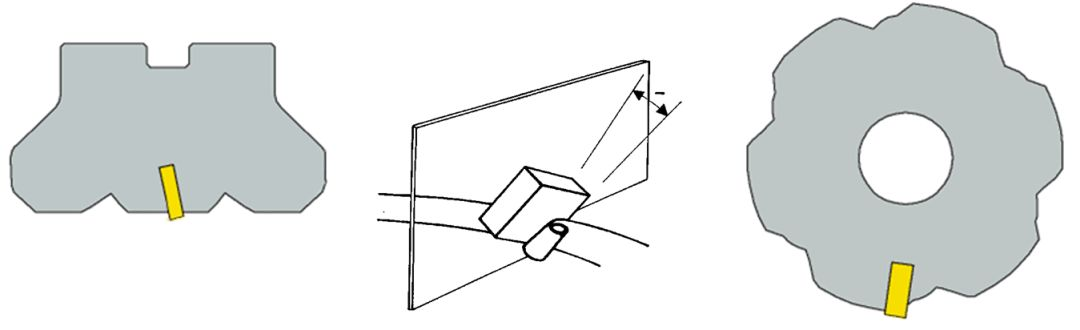
Nó có khả năng chống va đập mạnh và sử dụng lưỡi dao âm, thích hợp để phay thô thép đúc, gang và thép có độ cứng cao, cường độ cao.
Tuy nhiên, quá trình phay tiêu tốn rất nhiều năng lượng và đòi hỏi độ cứng của hệ thống xử lý tuyệt vời.
Lợi thế:
+ sức mạnh vượt trội
+ Năng suất
+ Đẩy phôi lên bàn máy
Nhược điểm:
- Lực cắt lớn hơn
- Chặn chip
Công cụ CNC Xinfa có đặc điểm là chất lượng tốt và giá thành thấp. Để biết chi tiết, vui lòng truy cập:
Các nhà sản xuất công cụ CNC – Nhà máy và nhà cung cấp công cụ CNC Trung Quốc (xinfatools.com)
3. Góc dương – góc âm
Lưỡi cắt có khả năng chống va đập mạnh và sắc bén. Thích hợp để gia công thép, thép đúc và gang. Hiệu quả cũng tốt hơn khi phay với lề lớn.
Lợi thế:
+ Thoát phoi êm ái
+ lực cắt thuận lợi
+ Phạm vi ứng dụng rộng rãi
4. Bước dao phay
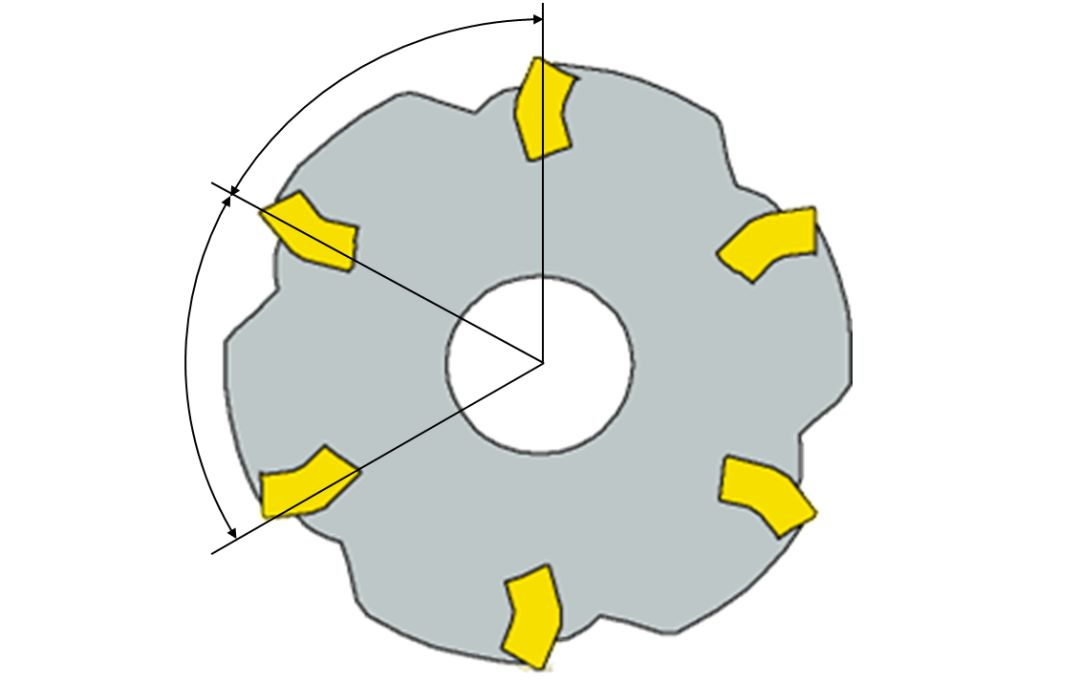
1) Răng dày đặc: tốc độ tiến dao cao, lực phay lớn, không gian phoi nhỏ.
2) Răng tiêu chuẩn: tốc độ tiến dao thông thường, lực phay và khoảng trống phoi.
3) Răng thô: tốc độ tiến dao thấp, lực phay nhỏ, khoảng trống phoi lớn.
Nếu dao phay không được trang bị hạt dao gạt nước đặc biệt, thì độ nhám bề mặt phụ thuộc vào việc liệu bước tiến trên mỗi vòng quay có vượt quá chiều rộng mặt phẳng gạt nước của hạt dao hay không.
Ví dụ: Phay rãnh & Phay đường viền
Số lượng răng:
•Răng thưa hoặc tiêu chuẩn để phay rãnh (an toàn)
•Răng dày để phay biên dạng (năng suất)
Thời gian đăng: Nov-01-2023


