Độ xốp rất phổ biến trong hàn nhôm.
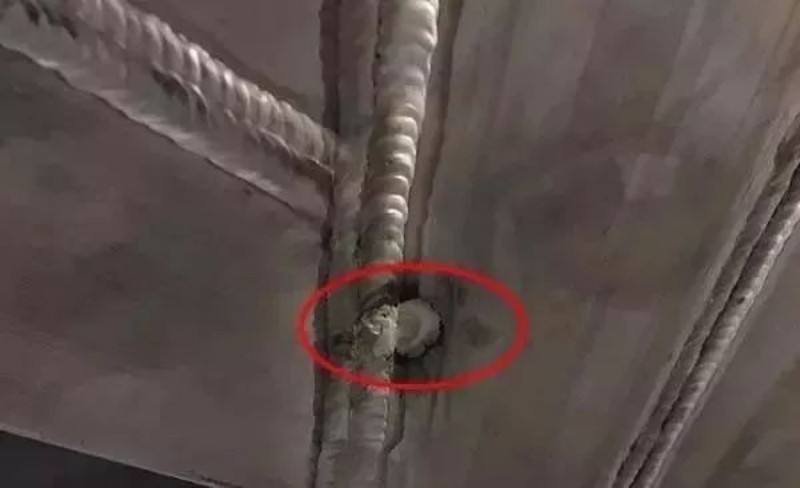
Trong vật liệu nền và trong dây hàn có một lượng lỗ rỗng nhất định nên trong quá trình hàn cần tránh các lỗ rỗng lớn để đảm bảo các lỗ rỗng không vượt quá tiêu chuẩn. Khi độ ẩm vượt quá 80℅, phải dừng hàn. Xác suất lỗ rỗng vượt tiêu chuẩn cũng là 80℅, dễ tạo ra các mảnh bị trả lại.
Hàn ở trạng thái ẩm như trên hình rất có khả năng tạo ra lệnh hoàn trả.
Thiết bị hàn Xinfa có đặc tính chất lượng cao và giá thành thấp. Để biết chi tiết, vui lòng truy cập:Nhà sản xuất Hàn & Cắt – Nhà máy & Nhà cung cấp Hàn & Cắt Trung Quốc (xinfatools.com)


▲ Độ ẩm▲
Đôi khi bụi đen sẽ dính vào mối hàn, tôi phải làm sao?


▲Đen và xám▲
Trên thực tế, điện cực vonfram bị nhiễm bẩn hoặc chạm vào bể nóng chảy hoặc dây hàn và nhôm dính vào đó. Chỉ khi điện cực vonfram được làm sạch thì chúng ta mới có thể tiếp tục.

▲Điện cực vonfram bị ô nhiễm có hình súp lơ▲
Lúc này, chúng ta chỉ cần điều chỉnh chiều rộng làm sạch của máy hàn xuống phía dưới, dòng điện về cơ bản là khoảng 200 và bắt đầu hàn hồ quang trên một miếng nhôm phế liệu. Chỉ trong vài giây, điện cực vonfram sẽ tạo thành một quả bóng nhỏ. Nếu muốn hàn nhôm tốt thì bi nhỏ là sản phẩm không thể thiếu.

▲ Điều chỉnh độ rộng làm sạch về cài đặt thấp nhất▲


▲Quả bóng nhỏ kỳ diệu▲
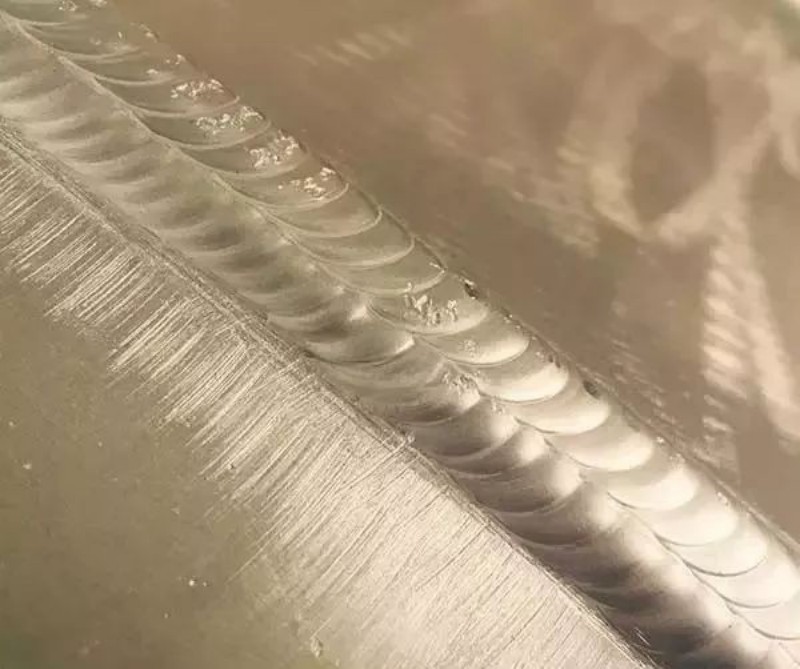
So sánh hàn nhôm với thép không gỉ, tôi thích hàn nhôm hơn. Nó không rắc rối như thép không gỉ, cần phải xoay. Hàn nhôm rất dễ dàng và súng hàn về cơ bản không bị lung lay. Ống nhôm có lớp lót này là mối hàn phi lê và việc hàn không quá rắc rối.
Khi điều chỉnh dòng điện vừa phải thì dòng điện tốt nhất là dòng có thể điều khiển được vũng nóng chảy. Hiệu suất của mỗi máy hàn là khác nhau, dòng điện sẽ khác nhau và độ linh hoạt của hồ quang cũng sẽ khác nhau.




Thời gian đăng: 29-09-2024


