Cấp dây kém là vấn đề thường gặp trong nhiều hoạt động hàn. Thật không may, nó có thể là nguyên nhân gây ra thời gian ngừng hoạt động và mất năng suất đáng kể — chưa kể đến chi phí.
Việc cấp dây kém hoặc thất thường có thể dẫn đến hỏng hóc sớm các vật tư tiêu hao, cháy lại, chim làm tổ, v.v. Để đơn giản hóa việc khắc phục sự cố, tốt nhất trước tiên bạn nên tìm kiếm sự cố trong bộ cấp dây và di chuyển về phía trước súng để đến các vật tư tiêu hao.
Việc tìm ra nguyên nhân của sự cố đôi khi có thể phức tạp, tuy nhiên, vấn đề cấp dây thường có giải pháp đơn giản.
Chuyện gì đang xảy ra với máy cấp liệu vậy?

Việc tìm ra nguyên nhân dẫn đến việc cấp dây kém đôi khi có thể phức tạp, tuy nhiên, vấn đề thường có những giải pháp đơn giản.
Khi xảy ra tình trạng cấp dây kém, nguyên nhân có thể liên quan đến một số bộ phận trong bộ cấp dây.
1. Nếu cuộn truyền động không di chuyển khi bạn bóp cò, hãy kiểm tra xem rơle có bị hỏng không. Liên hệ với nhà sản xuất máng ăn của bạn để được hỗ trợ nếu bạn nghi ngờ đây là vấn đề. Một dây dẫn điều khiển bị lỗi là một nguyên nhân có thể khác. Bạn có thể kiểm tra dây dẫn điều khiển bằng đồng hồ vạn năng để xác định xem có cần cáp mới hay không.
2. Ống dẫn hướng được lắp đặt không đúng và/hoặc đường kính dẫn dây sai có thể là thủ phạm. Ống dẫn hướng nằm giữa chốt nguồn và cuộn truyền động để giữ cho dây dẫn truyền động trơn tru từ cuộn truyền động vào súng. Luôn sử dụng ống dẫn hướng có kích thước phù hợp, điều chỉnh các thanh dẫn hướng càng gần cuộn truyền động càng tốt và loại bỏ bất kỳ khoảng trống nào trên đường dẫn dây.
3. Hãy tìm các kết nối kém nếu súng MIG của bạn có bộ chuyển đổi kết nối súng với bộ nạp. Kiểm tra bộ chuyển đổi bằng đồng hồ vạn năng và thay thế nó nếu nó gặp trục trặc.
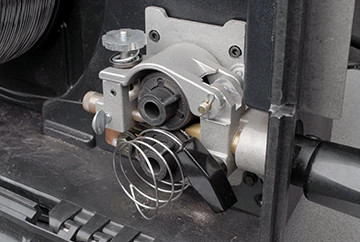
Hãy nhìn vào các cuộn ổ đĩa
Hiện tượng lồng chim, được hiển thị ở đây, có thể xảy ra khi lớp lót bị cắt quá ngắn hoặc lớp lót không đúng kích cỡ với dây đang được sử dụng.
Sử dụng sai kích thước hoặc kiểu cuộn truyền động hàn có thể gây ra tình trạng cấp dây kém. Dưới đây là một số lời khuyên để tránh các vấn đề.
1. Luôn khớp kích thước cuộn truyền động với đường kính dây.
2. Kiểm tra cuộn truyền động mỗi khi bạn đặt cuộn dây mới vào bộ cấp dây. Thay thế khi cần thiết.
3. Chọn kiểu cuộn truyền động dựa trên dây bạn đang sử dụng. Ví dụ, cuộn truyền động hàn nhẵn phù hợp để hàn bằng dây đặc, trong khi cuộn hình chữ U tốt hơn cho dây hình ống - lõi từ thông hoặc lõi kim loại.
4. Đặt lực căng cuộn truyền động thích hợp để có đủ áp lực lên dây hàn để đưa dây hàn đi qua một cách trơn tru.
Kiểm tra lớp lót
Một số vấn đề với lớp lót hàn có thể dẫn đến việc cấp dây không ổn định, cũng như hiện tượng cháy ngược và chim làm tổ.
1. Đảm bảo lớp lót được cắt theo đúng chiều dài. Khi bạn lắp và cắt lớp lót, hãy đặt súng phẳng, đảm bảo cáp thẳng. Sử dụng thước đo lót là hữu ích. Ngoài ra còn có các hệ thống tiêu hao có sẵn lớp lót không cần đo. Chúng khóa và căn chỉnh đồng tâm giữa đầu tiếp xúc và chốt nguồn mà không cần ốc vít. Các hệ thống này cung cấp khả năng thay thế lớp lót chống lỗi để loại bỏ các vấn đề về cấp dây.
2. Sử dụng ống lót hàn không đúng kích cỡ cho dây hàn thường dẫn đến vấn đề cấp dây. Chọn lớp lót lớn hơn một chút so với đường kính của dây vì nó cho phép dây đi vào trơn tru. Nếu lớp lót quá hẹp sẽ khó đưa dây vào dẫn đến đứt dây hoặc chim làm tổ.
3. Các mảnh vụn tích tụ trong lớp lót có thể cản trở việc cấp dây. Nguyên nhân có thể là do sử dụng sai loại cuộn dẫn động hàn, dẫn đến mạt dây điện trong lớp lót. Microarcing cũng có thể tạo ra các vết hàn nhỏ bên trong lớp lót. Thay thế lớp lót hàn khi tích tụ dẫn đến việc cấp dây không ổn định. Bạn cũng có thể thổi khí nén qua cáp để loại bỏ bụi bẩn và mảnh vụn khi thay lớp lót.

Cận cảnh vết cháy của dây ở đầu tiếp xúc trên súng FCAW tự bảo vệ. Kiểm tra đầu tiếp xúc thường xuyên xem có bị mòn, bụi bẩn và mảnh vụn hay không để giúp ngăn ngừa hiện tượng cháy lại (hiển thị ở đây) và thay thế đầu tiếp xúc khi cần thiết.
Giám sát độ mòn đầu tiếp xúc
Vật liệu hàn là một bộ phận nhỏ của súng MIG, nhưng chúng có thể ảnh hưởng đến việc cấp dây - đặc biệt là đầu tiếp xúc. Để tránh các vấn đề:
1. Thường xuyên kiểm tra trực quan xem đầu tiếp xúc có bị mòn hay không và thay thế khi cần thiết. Hãy tìm các dấu hiệu của lỗ khóa, xảy ra khi lỗ ở đầu tiếp xúc trở nên thuôn dài theo thời gian do dây đi qua nó. Ngoài ra, hãy chú ý đến sự tích tụ của các vết loang, vì điều này có thể gây cháy ngược và dẫn dây kém.
2. Cân nhắc việc tăng hoặc giảm kích thước đầu tiếp xúc bạn đang sử dụng. Trước tiên, hãy thử giảm một kích thước, điều này có thể giúp thúc đẩy khả năng kiểm soát vòng cung tốt hơn và cho ăn tốt hơn.
Suy nghĩ bổ sung
Việc cấp dây kém có thể gây khó chịu trong quá trình hàn của bạn - nhưng nó không làm bạn chậm lại lâu. Nếu bạn vẫn gặp sự cố sau khi kiểm tra và thực hiện điều chỉnh từ bộ nạp về phía trước, hãy xem lại súng MIG của bạn. Tốt nhất nên sử dụng sợi cáp ngắn nhất có thể mà vẫn có thể hoàn thành công việc. Cáp ngắn hơn sẽ giảm thiểu tình trạng cuộn dây có thể dẫn đến các vấn đề về cấp dây. Hãy nhớ giữ cáp càng thẳng càng tốt trong quá trình hàn. Kết hợp với một số kỹ năng xử lý sự cố vững chắc, loại súng phù hợp có thể giúp bạn hàn lâu hơn.
Thời gian đăng: Jan-01-2023


